


Liquid Ring Vacuum Pump
|
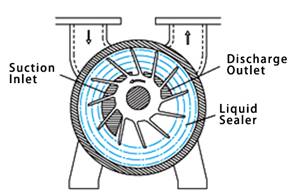
The liquid ring vacuum pumps are used the liquid as the pistoned, during the impeller be rotated, those liquid will be throwed exteriorly and formed a movable liquid ring, that interior is hollowed, Since, the impeller is rotated centrifugally to against the pump housing, when the impeller is rotating, the liquid will be leaved from the liquid ring gradually at |
|
|
inlet, meanwhile, the space that between two impellers will be enlarged gradually and sucked air, otherly, when the impeller be rotated to discharge outlet and the liquid will be into the liquid ring as well as, the space that between two impellers will be decreased, thus, the compressed air will be discharged from outlet, so that the repeat cycle will be over again and again. |
|
Features of Liquid Ring Vacuum Pumps:
|
The pumps be applied the principle of liquid ring pistoned, that is specially suitable for being with water, steam & condensable gas etc., suctioned. |
|
Compressed at low temp and hi-safety against to easy combustible gas. |
|
No metallic surface contacted interiorly, so that, no need any lubricant, low maintenance cost, no oil smoke absolutely. |
|
The muffler be installed at outlet, free trouble of noise in operating. |
|
Air boosting pumps be installed at inlet, the ultimate pressure cam be reached 6~2 Torr and the vacuum pressure will be advanced & boosted discharging cap. etc., for which being series connected with mechanical booster pumps. |
Applications:
Vacuum Forming Vacuum Casting Vacuum System of Medical
Vacuum Drying Vacuum Conveying Carburator Testing
Vacuum Lilting Vacuum Condensing Fiber Industry
Vacuum Distilling Vacuum Filling Polylon & Papermill
Vacuum Impreganation Vacuum Condensing Chemical Industry etc.
Vacuum Deaerating Vacuum Absorbing Conveyance